

Просты працэс вытворчасці сталёвых шароў
Фарміраванне нарыхтоўкі шара → выдаленне кольцы → грубае шліфаванне → мяккае шліфаванне → фармаванне нарыхтоўкі шара → гладкі шар (або напілоўка → мяккае шліфаванне) → жорсткае шліфаванне → тонкае шліфаванне → дакладнае шліфаванне (або паліроўка) → звышдакладнае шліфаванне.
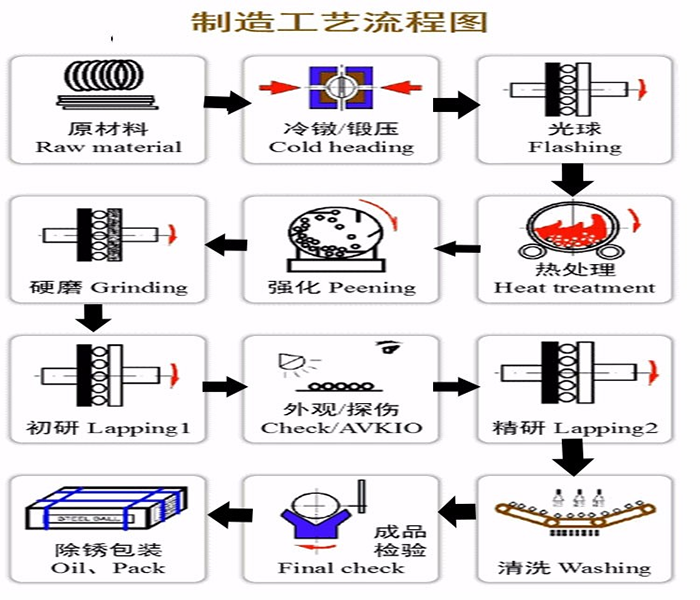
Падрабязны працэс вытворчасці сталёвых шароў
1. Цягненне дроту: расцягніце дрот да патрэбнага дыяметра з дапамогай машыны для валачэння дроту;
2. Халодная высадка (коўка): змесціце выцягнуты дрот у машыну халоднай высадкі са сталёвым шарыкам і выкарыстоўвайце сталёвую плашку ўнутры машыны, каб выкаваць з яе нарыхтоўку шара;
3. Светлавы шар: дзве круглыя пласціны з чыгунным шліфавальным шарам унутры машыны са светлавым шарам прэсуюць і запілоўваюць эмбрыён халоднага загалоўка, каб выдаліць вонкавае кольца і два полюса эмбрыёна;
4. Мяккі шар: дзве круглыя пласціны з чыгунным шліфавальным шарам унутры машыны для мяккага шара напіляюць зародак лёгкага шара, каб здрабніць яго да неабходнага дыяметра шара і шурпатасці паверхні;
5. Тэрмічная апрацоўка: змесціце шар у печ для тэрмічнай апрацоўкі, науглероживая яго, загартоўваючы і адпускаючы, каб надаць яму пэўны пласт науглероживания, цвёрдасць, трываласць і нагрузку на раздушванне;
6. Цвёрдае шліфаванне: дыск шліфавальнага круга ўнутры шліфавальнай машыны стварае ціск і шліфуе тэрмічнаму апрацаваную нарыхтоўку шара, каб выдаліць чорны пласт аксіду на паверхні шара і выправіць дакладнасць шара;
7. Ачыстка дакладнай шліфоўкі/паліроўкі: Дакладная шліфоўка: здрабніце зародак шліфавальнага шара ў прэцызійнай шліфавальнай машыне для дасягнення неабходнай дакладнасці і гладкасці гатовага прадукту;
Паліроўка і ачыстка: засыпце шарык у паліравальны барабан і круціце яго, затым ачысціце сферычную паверхню паліравальным ачышчальным сродкам і вадой, каб зрабіць яе чыстай і бліскучай;
8. Выбар знешняга выгляду: выкарыстоўвайце ручной візуальны агляд для праверкі любых дэфектаў на паверхні сталёвага шара і выкарыстоўвайце мікраметр для вымярэння сапраўднай акругласці, змены дыяметра партыі і выкарыстоўвайце вымяральнік шурпатасці паверхні для выяўлення шурпатасці паверхні ў якасці канчатковага кантролю;
9. Упакоўка: пакрыйце сталёвыя шарыкі/шарыкі з нержавеючай сталі/сталёвыя шарыкі падшыпніка антыкаразійным алеем і спакуйце іх у кардонныя скрынкі або плеценыя мяшкі.
З развіццём тэхналогій попыт на вялікія звышмоцныя падшыпнікі ў прамысловасці па вытворчасці абсталявання яшчэ больш павялічыўся з пункту гледжання колькасці і якасці, і патрабаванні да колькасці і якасці апорных сталёвых шарыкаў вялікага падшыпніка таксама павінны быць адпаведна павялічаны. Змена дыяметра партыі сталёвага шара павінна быць невялікім, шурпатасць паверхні сталёвага шара павінна быць невялікай, дакладнасць павінна быць высокай, а розніца паміж цвёрдасцю стрыжня і цвёрдасцю паверхні сталёвага шара павінна быць невялікай. Дыяметр вялікіх сталёвых шарыкаў падшыпнікаў цяпер дасягнуў 150-200 мм.
Працэс вытворчасці вялікіх сталёвых шарыкаў з падшыпнікамі адрозніваецца ад працэсу вытворчасці звычайных спецыфікацый. Робіцца наступнае параўнанне:
1. Працэс вытворчасці вялікіх падшыпнікавых сталёвых шароў:
Рэзка - коўка - адпал - такарная апрацоўка - тэрмічная апрацоўка - жорсткае шліфаванне - першапачатковыя даследаванні - дакладныя даследаванні;
2. Вытворчы працэс звычайных шарыкаў са сталёвымі падшыпнікамі:
Валачэнне дроту - Халодная высадка - Лёгкі шар - Мяккі шар - Тэрмічная апрацоўка - Цвёрдае шліфаванне - Тонкае шліфаванне;
Працэс вытворчасці імпартных сталёвых шарыкаў падшыпнікаў
1) Вытворчае абсталяванне з выкарыстаннем імпартных сталёвых шарыкаў падшыпнікаў
2) Спачатку рухайце гідраўлічны цыліндр, каб прасунуць шліфавальную пласціну, пакуль сталёвы шар падшыпніка не будзе размешчаны паміж дзвюма шліфавальнымі пласцінамі.
3) Усталюйце шарыкавы выхад і падтрымлівайце яго ў свабодным стане. Набіце шпіндзель, каб запоўніць прастору паміж дзвюма шліфавальнымі пласцінамі сталёвымі шарыкамі, і адрэгулюйце выхад шарыка так, каб
Лязо для збору шароў шчыльна прымацавана да тарца шліфавальнай пласціны (або шліфавальнага круга) і замацавана на выхадзе шара. У гэты момант пажадана аказаць ціск на дзве шліфавальныя пласціны, каб шар з храмаванай сталі круціўся.
4) Зачыніце ахоўную крышку, запусціце вадзяной помпа, запусціце латок для матэрыялу і запусціце галоўны вал.
5) У адпаведнасці з тэхналагічнымі звычкамі кожнай фабрыкі адрэгулюйце хуткасць шпіндзеля і паддона для матэрыялу, а таксама адрэгулюйце колькасць шарыкаў, каб гарантаваць, што сталёвыя шарыкі ў кожнай канаўцы накіроўвалай пласціны раўнамерна размеркаваны
Раўнамерна размеркаваны і не перакрываецца.
6) Адрэгулюйце ціск драбнення, пераключыце рэле ціску на панэлі кіравання ў адкрытае становішча, адрэгулюйце клапан павышэння ціску на панэлі гідраўлічнай станцыі і падніміце яго
Укажыце ціск і зафіксуйце яго на кожнай фабрыцы, а таксама звярніце ўвагу на гідраўлічную сістэму, каб падтрымліваць ціск падчас запуску.
7) У нармальных умовах працы неабходна рэгулярна назіраць за працоўным станам, ціскам і плаўным уваходам і выхадам з хоста.
8) Калі сталёвы шарык дасягне зададзенага памеру і якасці паверхні, спачатку паменшыце працоўны ціск, а затым націсніце галоўную кнопку прыпынку.
9) Падрыхтуйце кантэйнер для выдалення сталёвага шарыка падшыпніка.